
 利用顶针机构进行
模穴缩,实现更加均匀的填充。
利用顶针机构进行
模穴缩,实现更加均匀的填充。镜片专用螺杆组件:最适合光学成形的设计
以最适合光学成形的设计打造的专用螺杆组件, 有针对不同用途的2种规格. 光学规格A凭借低剪切形状,可防止树脂碳化。 对各种镜片用树脂都有效,尤其在COC镜片成 形中,将发挥显著的效果 光学规格B凭借高混炼形状(副螺纹),可预 防空气进入、熔融不充分等问题。在COP和 PC镜片的成形中非常有效。

以最适合光学成形的设计打造的专用螺杆组件, 有针对不同用途的2种规格. 光学规格A凭借低剪切形状,可防止树脂碳化。 对各种镜片用树脂都有效,尤其在COC镜片成 形中,将发挥显著的效果 光学规格B凭借高混炼形状(副螺纹),可预 防空气进入、熔融不充分等问题。在COP和 PC镜片的成形中非常有效。

本软件以控制清料动作,于塑料 分解温度区域防止塑料滞留在料 筒内。 诸如保养等状况在螺杆停止时, 能够抑制黑点产生。

在填充工序中,利用顶针机构进行 模穴缩,实现更加均匀的填充。 可达成残留应力较小的低双折射镜 片的成形。凭借以1μm为单位的高 精度定位功能可获得稳定的表面精 度,满足进一步薄壁化的需求。

采用双轴式支撑结构, 实现以喷嘴为中心的平均负载分配, 能够防止填充及保压时的固定侧模板倾斜。

依照工程程序, 控制喷嘴接触的升压与降压, 各项压力指標能以数值设定。 可以抑制固定模板倾斜及模具变形, 防止产品的偏芯或模具套销等的刮伤损坏。

运用高精度防逆流结构的螺杆头组件, 计量后对树脂密度进行补正。 不但缓解模内压力变动, 亦可提升稳定性,同时可有效消除气泡。

 锁模装置
锁模装置 | 锁模方式 | 双肘节式 (5点) | ||
| 最大锁模力 | kN | 300 | |
| 拉杆间隔 (H×V) | mm | 310 x 290 | |
| 模板尺寸 (H×V) | mm | 440 x 420 | |
| 模板间距 | mm | 530 | |
| (选择延长模厚50mm时) | (580) | ||
| 开模行程 | mm | 230 | |
| 最高模板速度 | mm/s | 1200 | |
| 模具厚度 (最小~最大) | mm | 130~300 | |
| (选择延长模厚50mm时) | (130~350) | ||
| 定位孔直径 | mm | ø60 | |
| 顶出方式 (顶出点数) | 电动式 (1点) | ||
| 顶出力 | kN | 7.8 | |
| (选择顶针压缩装置时) | --- | ||
| 最高顶出速度 | mm/s | 333 | |
| (选择顶针压缩装置时) | --- | ||
| 顶出行程 | mm | 50 | |
| (选择延长顶出行程时) | --- | ||
| (选择顶针压缩装置时) | --- | ||
注射装置 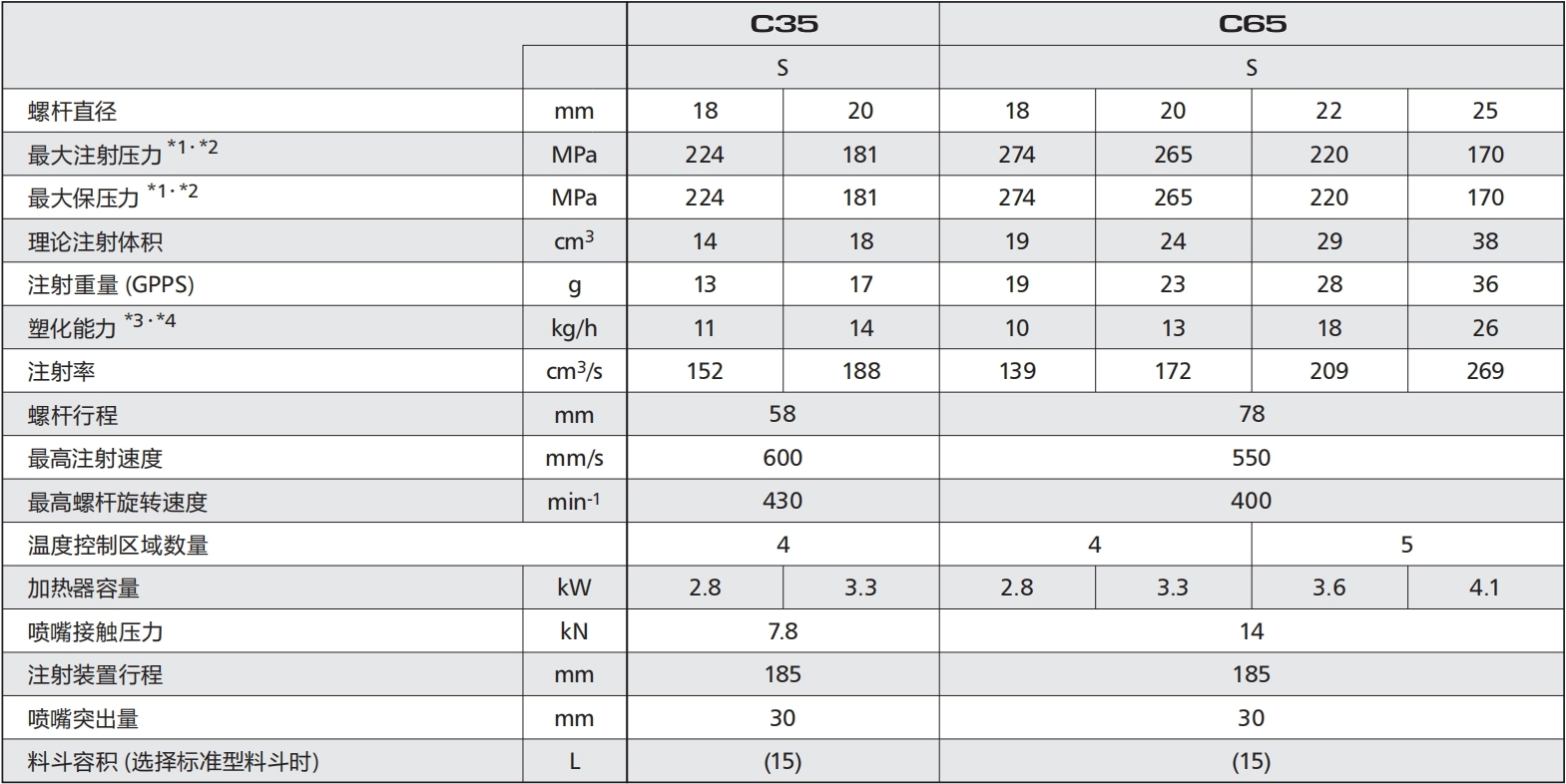
机械尺寸、重量 | 机械尺寸 (LxWxH)*⁵ | mm | 3185 x 1005 x 1491 | ||
| (选择延长模厚50mm时) | (3235 x 1005 x 1491) | |||
| 机械重量 | t | 2.0 | 2.2 | |
锁模装置 | 锁模方式 | 双肘节式 (5点) | ||
| 最大锁模力 | kN | 500 | |
| 拉杆间隔 (H×V) | mm | 360 x 360 | |
| 模板尺寸 (H×V) | mm | 500 x 500 | |
| 模板间距 | mm | 600 | |
| (选择延长模厚50mm时) | (650) | ||
| 开模行程 | mm | 250 | |
| 最高模板速度 | mm/s | 1200 | |
| 模具厚度 (最小~最大) | mm | 160~350 | |
| (选择延长模厚50mm时) | (160~400) | ||
| 定位孔直径 | mm | ø60 | |
| 顶出方式 (顶出点数) | 电动式 (5点) | ||
| 顶出力 | kN | 21 | |
| (选择顶针压缩装置时) | (49) | ||
| 最高顶出速度 | mm/s | 333 | |
| (选择顶针压缩装置时) | (250) | ||
| 顶出行程 | mm | 70 | |
| (选择延长顶出行程时) | (100) | ||
| (选择顶针压缩装置时) | (60) | ||
注射装置 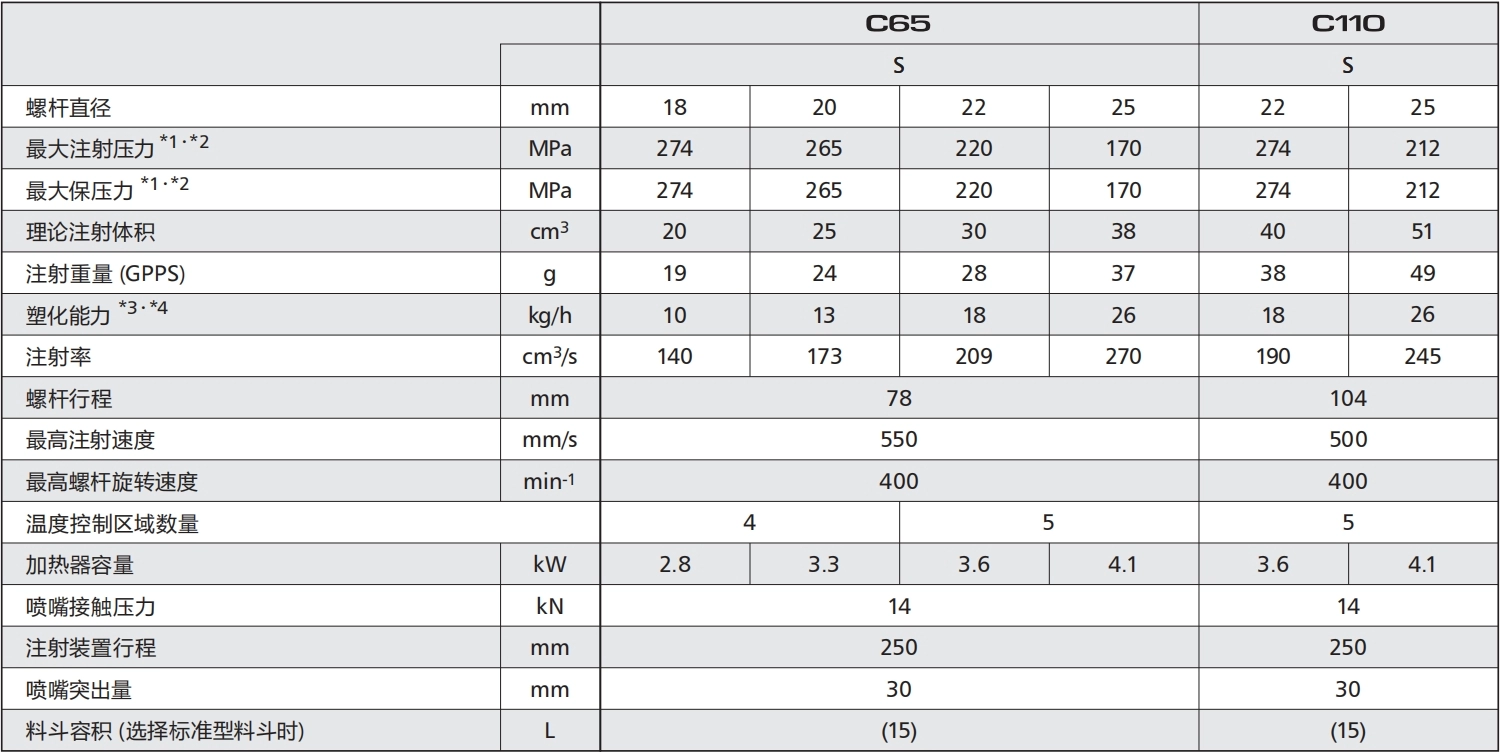
机械尺寸、重量 | 机械尺寸 (LxWxH)*⁵ | mm | 3682 x 1113 x 1575 | ||
| (选择延长模厚50mm时) | (3732 x 1113 x 1575) | |||
| 机械重量 | t | 2.8 | 2.8 | |
平台信息提交-隐私协议
· 隐私政策
暂无内容





